
Fout in e-mailformaat
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Nieuws
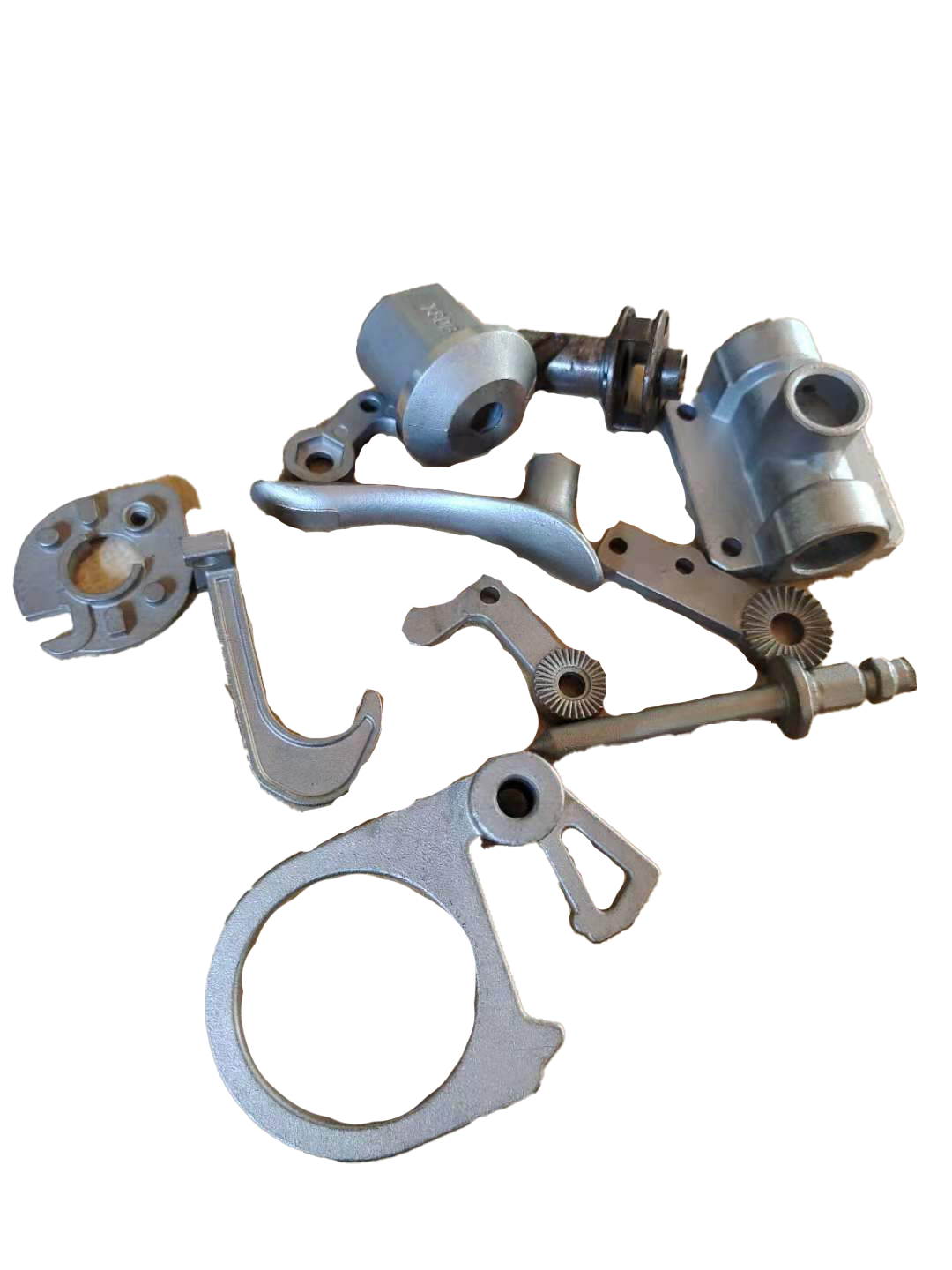
Design Principles and Operation Process of Precision Casting
Precision casting adopts the production process of silica sol precision casting. We have a complete set of equipment and raw material quality component testing (checking and testing) equipment. Precision casting is also known as lost wax casting. Its products are fine, messy, and close to the shape of the parts. It can be used directly without processing or with little processing. It is a near-net-shaped process. The whole process of production equipment from wax melting, injection, dewaxing, roasting and casting is all intelligently controlled.
Design principles and operation process of precision casting
Each furnace of molten steel with different raw materials uses an element analyzer to perform on-site raw material composition detection and analysis. Precision casting must not be carried out for those with defective or too high raw material components, which ensures the quality and reliability of the equipment from the source. The fine casting uses the silica sol fine casting processing technology, and we have a complete set of equipment and material component testing equipment.
The processing equipment is automatically controlled from wax melting, injection, dewaxing, roasting, and casting. The molten steel with different materials in each furnace is used for on-site data composition determination and analysis with a spectrum analyzer. It is definitely not allowed to carry out fine casting if the material composition is insufficient or too high, which ensures the quality and reliability of the equipment from the source.
Due to the poor fluidity of molten steel, in order to prevent cold isolation and lack of pouring of precision castings, the wall thickness of steel castings should not be less than 8mm; the structure of the pouring system should be simple, and the section size is larger than that of cast iron; dry casting is used. Or hot casting; Properly increase the pouring temperature, generally 1520 ° ~ 1600 ° C, due to the high pouring temperature, the superheat of the molten steel is large, and the liquid state lasts for a long time, and the fluidity can be improved.
Precautions for precision casting
However, if the pouring temperature is too high, it will cause defects such as coarse grains, thermal cracking, pores and sticky sand. Therefore, the casting temperature of generally small, thin-walled and messy-shaped castings is about the melting point temperature of steel + 150 °C; the pouring temperature of large and thick-walled castings is about 100 °C higher than its melting point. Considering the poor fluidity of molten steel, in order to prevent cold insulation and pouring defects of stainless steel castings, the thickness of stainless steel castings should not be less than 8mm; the structural requirements of the casting system are simple, and the cross-sectional specifications are larger than those of cast iron.
Dry casting or hot casting is used; the casting temperature is appropriately increased, generally 1520-1600 ° C. Considering the high casting temperature, the high degree of superheat of molten steel, and the long liquid state, the fluidity can be improved. Precision casting refers to the general term for the production process of standard castings. Compared with the traditional sand casting production process, the casting size of precision casting is more accurate and the surface finish is better.
It includes: investment casting, ceramic casting, sand casting, pressure casting, lost wax casting. Precision casting is also known as lost wax casting. Its products are fine, messy, and close to the shape of the parts. It can be used directly without processing or with little processing. It is a near-net-shaped process. However, if the pouring temperature is too high, it will cause defects such as coarse and hard crystals, thermal cracking, pores and sticky sand.
Therefore, the casting temperature of general small, thin-walled and chaotic castings is about the melting point temperature of steel + 150 °C; the casting temperature of large and thick-walled castings is about 100 °C higher than its melting point. Since the shrinkage of cast steel is much greater than that of cast iron, in order to prevent the casting from shrinking holes and shrinkage porosity, methods such as riser and cold iron and subsidies are mostly used in the casting process to achieve sequential solidification.
In addition, in order to prevent the occurrence of shrinkage holes, shrinkage porosity, pores and cracks in steel castings, the wall thickness should be uniform, sharp and right-angle structures should be prevented, sawdust should be added to the sand for casting, coke should be added to the core, and Use hollow cores and oil sand cores to improve the concession and air permeability of sand or cores.
Conclusion
For more information about ceramic slurry for lost wax casting,lost wax casting gold,lost pla casting plaster, we are glad to answer for you.